BlakerTech - the formation of a new subsidiary company
How and why the company was formed
Based in the South East of England, Blaker is one of the longest-established businesses in the Horsham District, West Sussex. Blaker Engineering Co. Ltd was founded in 1886 by Alexander Blaker and was initially based in Islington, London. Blaker specialised in automobile engineering and was instrumental in developing the innovative Hallé Spring Wheel, which received an acclaimed gold medal at the Liege Universal Exhibition in 1905.
In the 1930s, the company bought a blacksmith’s shop, close to Horsham, and launched a new axle and chassis repair business. Blaker Specialist Welding Repairs Ltd grew steadily and during the Second World War, the skills of its engineers were in great demand. War-time work included fixing components for Hurricane and Spitfire plane engines, as well as tank transporters and reconnaissance vehicles for Canadian Army units stationed nearby. Read more
By the 1950s, Blaker employed about 30 people and was the ‘go-to’ company for machinery and vehicle repairs (including lorries, agricultural and earth-moving machinery), with its vans carrying out mobile repairs across the South East of England. However, the demand for repairs in line with the Great British mantra of ‘make, mend and do’, plateaued. Blaker needed to diversify. Commercial Manager, Robin Plater comments, “From the 1950s to the 1990s, people would spend more time repairing vehicles, as it made financial sense. Because the way we buy vehicles and machinery has changed and the high cost of repairs nowadays, we can no longer rely solely on traditional revenue streams. That’s why we’ve established a sister company called ‘BlakerTech’ to develop and manufacture products for the metal and waste recycling industry.
For over a decade, Blaker have been repairing machinery and equipment for the recycling industry, giving them a first hand insight into what works, what’s weak and what can be improved.
Robin explains: “Existing recovery methods, such as sorting by hand, wet separation and x-ray fluorescence are difficult to justify economically, can be unreliable in harsh and dusty environments, complicated to operate, potentially hazardous to health and have a negative impact on the environment.
Realising high volumes of non-ferrous metals from dry recyclables represents a significant amount of money for metal recycling and processing plants and also saves the rising costs associated with waste disposal. We saw a need for straightforward products that could simple, reliably and cost effectively achieve this objective using minimal resources.”
BlakerTech manufactures two products.
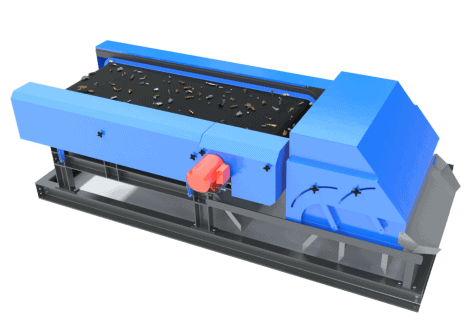
The MagthroTM is an Eddy Current separator system made from high grade components and
fitted with 12 pole magnet shafts. High performance Neodymium rare earth magnets create a continuous and strong magnetic force that reliably and efficiently separates non-ferrous metals from other non-ferrous mixed materials. A three way splitter sorts the outfall streams. One for waste, the second for fine/small non-ferrous materials and the third larger non-ferrous material.
Key sections of the framework are interchangeable enabling walkways to be attached. Hinged panels provide quick access for routine maintenance. Standard belt widths are 300mm, 500mm, 750mm, 1,000mm, 1250mm and 1500mm. The main belt is fully adjustable and can be replaced without disturbing the rotor. A fully adjustable eccentric rotor allows the separation and magnetic force to be altered as necessary to enhance recovery.
Small fragments of non-ferrous materials, screened to 50mm, can be further refined by BlakerTech’s SandfloTM, a simple fluidised bed separator that uses aerated sand to separate small fragments of metal by its density. Less dense materials remain close to the surface and denser materials sink. The sand particles pass through perforated flights (which can be fitted with 4mm or 6mm screening options) and end up back at the feed point, re-circulating continuously around the annular trough.
The SandfloTM is ideal for the recovery of high-value aluminium, zinc, copper and brass fragments from mixed non-ferrous metals in processing plants. Using a single operator, the SandfloTM can recover 2-2.5 tonnes of material per hour. Including the cost saving of several manual pickers, Sandflo typically pays for itself in 18 months or less.
Both products have been extensively tested in harsh industrial environments and proved to be reliable and hardwearing. Existing machines are still operating around the world after 20 years of service.
BlakerTech holds a full stock of accessories for both products including shakers, drum magnets, Eddy Current, feeder hopper, etc. The company also provides full installation, training and support www.blakertech.com